

机架类焊接加工
专注承接中大型机械零部件加工
机架类焊接加工是将金属型材、板材通过焊接制成设备“骨架”的核心工艺,广泛应用于机床、承重结构部件、各类机械结构等领域,其质量直接决定设备稳定性、精度及寿命,需全流程精细化管控。
在寻找焊接加工供应商的过程中,您是否很困惑?很无奈?
问题太多,快去找汉智科技
20年行业经验,大中型机械零部件加工厂家!
多年以来,冠牌始终秉承诚实规范,求是有效,不断提高,各方满意的核心宗旨,已为多家企业提供过综合性的铆焊加工服务。
公司拥有一批焊接经验近20年的中高级电焊工团队及各式的铆焊加工设备,可实现下料、折弯、剪板、氩弧焊、激光焊等多种工艺,主要铆焊产品有各式机身、机架、机座、机箱、油箱、大型平台等非标结构件。
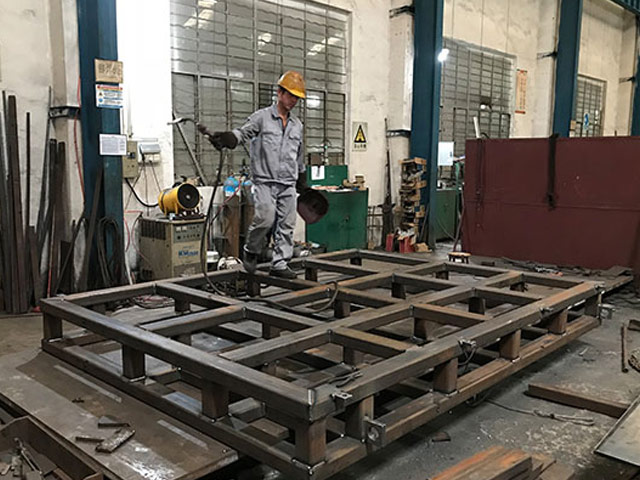



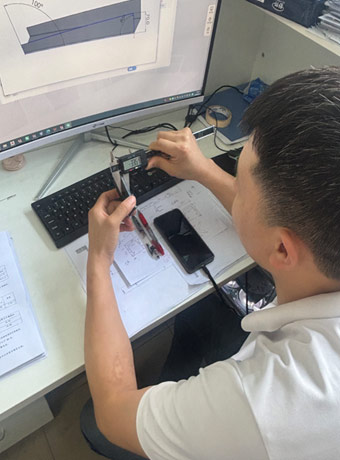
加工现场








加工流程
-

01 材料-激光切割 激光切割依托高能激光束高温熔化工件材料,数控精准裁切各类板材型材,切口平整光洁、尺寸精度高、工件变形小,适配碳钢、不锈钢、铝材等,可高效完成各类机加工件异形下料。
-

02 材料+来料检验 原材料入库后进行来料检验,核对材质规格、外观及尺寸参数,严格抽检材质性能与表面质量。合格物料登记入库待用,不合格品隔离退回,从源头把控产品加工基础品质。
-

03 焊接 采用成熟熔焊工艺,对不锈钢、碳钢、铝材进行精密焊接,焊缝致密牢固,成型平整,有效避免气孔、裂纹、变形,保障结构强度与外观质量。
-

04 火攻效直 火攻效直通过氧 - 乙炔火焰局部加热工件变形部位,利用金属热胀冷缩特性,校正工件弯曲扭曲变形,恢复形位精度,适用于大型构件,矫正效率高。
-

05 打磨 打磨通过砂轮 / 磨具去除工件毛刺、飞边与刀痕,修光表面、修正尺寸,提升工件光洁度与装配精度,为后续工序提供合格基准。
-

06 退火(去应力) 退火消除工件内应力,稳定组织与尺寸,避免后续加工或使用中变形开裂,改善切削性能,提升工件稳定性与使用寿命。
-

07 打砂 打砂属于表面处理工艺,利用高速砂料冲击工件表面,去除氧化皮、焊渣与铁锈,使表面干净均匀,提高附着力。
-

08 喷底漆 对工件表面喷涂防锈底漆,形成致密防护漆膜,隔绝水汽与氧化介质,有效抑制金属锈蚀,增强基材防腐能力与整体耐久性能。
-

09 粗加工 粗加工工艺,通过大切削量快速去除工件余量,高效切除大部分多余材料,形成基础轮廓,为后续半精、精加工预留均匀余量,提升整体加工效率。
-

10 精加工 精加工工艺,通过小切削量与高精度参数,修正工件尺寸偏差,优化形位公差与表面光洁度,确保工件精度满足装配与使用要求。
-

11 质检 采用专业检测工具,对工件尺寸、焊缝、平整度、外观进行逐项检验。排查气孔、变形、尺寸偏差等缺陷,严格把控每一道生产细节。
-

12 表面处理-喷漆 对工件表面进行清理后喷涂防护漆,形成均匀致密的防护涂层,隔绝空气水汽与腐蚀介质,提升基材防锈防腐能力与外观耐候性,延长工件使用寿命。
-

13 人工回牙 人工回牙,使用手电钻或手动工具配合丝锥,对已加工螺纹孔进行二次切削,去除铁屑毛刺,修正螺纹偏差,保障螺纹精度与装配可靠性。
-
14 全检 工件完工后进行百分百全检,检测外形尺寸、螺纹孔位、焊缝质量及表面工艺。排查变形、瑕疵与装配误差,严格把控每一件成品质量。
-

15 打包发货 成品检验合格后进行规整打包,采用保护膜、泡沫、木箱多层防护,隔离摩擦碰撞。规范摆放固定,防止运输途中变形、掉漆,确保货物完好送达。
机架类焊接加工概况
一、核心定义与作用
核心是按图纸将金属构件焊接成刚性整体,承载设备部件、定位固定零件、适配安装环境,同时强化结构强度,延长设备使用寿命。
二、常用材料
优先选用焊接性能优良的材料:Q235、Q355系列碳钢/低合金钢(通用首选);304、316不锈钢(耐腐蚀场景);6061等铝合金(轻量化需求);特殊场景选用耐热、耐蚀合金。
三、核心工艺流程
关键流程:焊前准备(材料、设备、工件预处理)→ 切割成形(火焰、等离子、激光切割)→ 装配定位(固定、预留反变形)→ 焊接作业(二保焊、氩弧焊等,控制参数与顺序)→ 焊后处理(清理、去应力、校正)→ 质量检测(外观、无损、尺寸检测)。
四、常见缺陷与防治
主要缺陷有咬边、气孔、未焊透、焊接变形等,需通过规范操作、优化参数、合理焊接顺序、焊后热处理等措施防控。
五、技术要求与发展趋势
需符合尺寸精度、焊接质量、结构刚性等要求,遵循国家及行业相关标准;未来向智能化、精密化、绿色化方向发展,提升效率与质量。
 扫二维码 访问手机站
扫二维码 访问手机站