

汉智CNC大型龙门加工中心对外加工
专注承接中大型机械零部件加工
您是否遇到以下cnc加工定制问题?
-
 cnc加工设计能力:
cnc加工设计能力:
新设计的产品在CNC加工材料和表面处理等方面希望能得到厂商的评估和建议 ? -
 cnc加工产品交期延误:
cnc加工产品交期延误:
交期拖延,影响项目进度?厂商对接人员不专业或不稳定,得不到有效解决方案? -
 cnc加工报价速度:
cnc加工报价速度:
沟通人员不专业?报价时间久,得不到回应 ? -
 cnc加工质量控制:
cnc加工质量控制:
一个项目要分别发给几家外协才能完成,最终cnc加工质量不稳定?
多位从业20年以上中高级工程师为您提供服务
1、技术工艺沟通:20年以上中高级工艺工程师及热处理技术人员为您提供服务。
2、专业人员跟单:从确定合同后,专人跟进,客户可以时时了解进度。
3、品质管控落实:公司口号:根于工正匠心,持中守正立本。公司多名专业专职质检团队,保障产品保质保量保交期。
4、设计改进沟通:公司拥有20多年的设计开发工程师,针对客户开发组件提供服务。
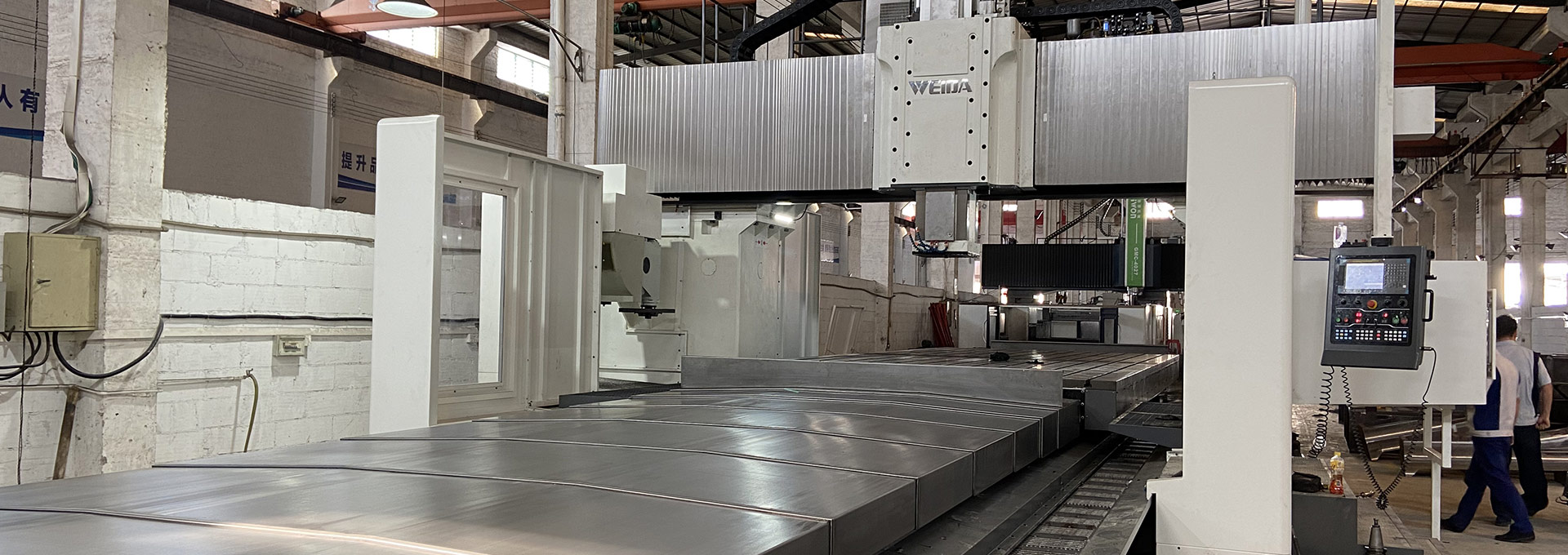
5、冠牌生产实力:公司技术团队、现场设备12米龙门加工中心,8米龙门加工中心等
6、降低成本时间:从设计、工艺、制作(下料、焊接、热处理、加工、表面处理等)一条龙服务,大大节省了客户时效性,出错机率。
7、服务全方位:售前提供出图设计方案;售中时时跟踪进度;售后提供送货发货木箱纸箱定制,改进不收费等。

加工现场












加工流程
-

01 材料-激光切割 激光切割依托高能激光束高温熔化工件材料,数控精准裁切各类板材型材,切口平整光洁、尺寸精度高、工件变形小,适配碳钢、不锈钢、铝材等,可高效完成各类机加工件异形下料。
-

02 材料+来料检验 原材料入库后进行来料检验,核对材质规格、外观及尺寸参数,严格抽检材质性能与表面质量。合格物料登记入库待用,不合格品隔离退回,从源头把控产品加工基础品质。
-

03 焊接 采用成熟熔焊工艺,对不锈钢、碳钢、铝材进行精密焊接,焊缝致密牢固,成型平整,有效避免气孔、裂纹、变形,保障结构强度与外观质量。
-

04 火攻效直 火攻效直通过氧 - 乙炔火焰局部加热工件变形部位,利用金属热胀冷缩特性,校正工件弯曲扭曲变形,恢复形位精度,适用于大型构件,矫正效率高。
-

05 打磨 打磨通过砂轮 / 磨具去除工件毛刺、飞边与刀痕,修光表面、修正尺寸,提升工件光洁度与装配精度,为后续工序提供合格基准。
-

06 粗加工粗加工工艺,通过大切削量快速去除工件余量,高效切除大部分多余材料,形成基础轮廓,为后续半精、精加工预留均匀余量,提升整体加工效率。
-

07 退火(去应力)退火消除工件内应力,稳定组织与尺寸,避免后续加工或使用中变形开裂,改善切削性能,提升工件稳定性与使用寿命。
-

08 喷底漆 对工件表面喷涂防锈底漆,形成致密防护漆膜,隔绝水汽与氧化介质,有效抑制金属锈蚀,增强基材防腐能力与整体耐久性能。
-

09 打砂 打砂属于表面处理工艺,利用高速砂料冲击工件表面,去除氧化皮、焊渣与铁锈,使表面干净均匀,提高附着力。
-

10 喷面漆 工件表面经前处理除尘除油,均匀喷涂专用面漆,控制喷涂气压与厚度,恒温静置流平固化,漆面色泽均匀、附着力强、无流挂瑕疵,检验合格后入库流转。
-
11 精加工 精加工工艺,通过小切削量与高精度参数,修正工件尺寸偏差,优化形位公差与表面光洁度,确保工件精度满足装配与使用要求。
-

12 攻牙工件经预制底孔并去除毛刺,采用对应规格丝锥进行机加工攻牙,全程加注切削液冷却润滑,严控转速进给保证牙型规整,完工清理铁屑,经通止规检验螺纹合格后转入下道工序。
-

13 质检 采用专业检测工具,对工件尺寸、焊缝、平整度、外观进行逐项检验。排查气孔、变形、尺寸偏差等缺陷,严格把控每一道生产细节。
-

14 表面处理-补漆 工件表面经打磨除尘清洁,针对磕碰、掉漆缺陷处进行局部补漆修复,控制喷涂厚薄均匀,静置流平固化,修补区域色泽、质感与整体一致,无明显色差瑕疵。
-

15 全检-打包发货工件完成全项外观、尺寸及工艺全检,剔除不良品;合格产品清洁整理、分类封装,规范装箱加固,贴标登记后打包入库,安排物流发货。
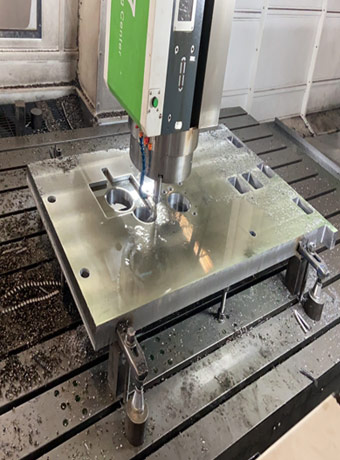
质量检查
-

01 - 图纸检查我们将在系统上检查每个项目,如数量,材料,过程,表面完成要求评估是否符合报价。同时,我们的工程团队将检查3D和2D图纸,查看是否有任何设计误差,并确认所有公差符合质量标准,DFM在必要时发送。
-

02 - 材料检查我们要求材料供应商为所有材料提供认证和标记,并通过光谱仪检查材料以测试材料化学成分。
-

03 - 后处理检查在这个阶段,采用视觉以及手动检查,经验丰富的技术人员将检查3D图纸的零件。前期的检测至关重要,能避免后期的时间不必要浪费。如有必要可以在批量生产时提供一份产品样本。
-

04 - 最终检查质检部门目前有多名经验丰富的质检工程师,可以提供3D扫描报告,清洁报告,维度报告PPAP,控制计划等的检验报告。
龙门加工中心对外加工概况
龙门加工中心加工是高端重型精密机械加工领域的核心工艺,主要通过龙门式框架结构的加工中心设备,依托横梁与工作台的相对运动,实现铣削、镗孔、钻孔、攻丝、磨削等多工序一体化加工,广泛应用于大型模具、重型机械、航空航天构件、轨道交通装备、船舶制造等领域。因龙门加工中心具备大行程、高刚性、重切削能力强、加工范围广的优势,加工质量直接决定大型、超大型零件的尺寸精度与结构稳定性,需严格遵循精密加工标准,规范各环节流程,兼顾精度、效率与重型零件加工需求。
一、核心定义与作用
核心是依托龙门框架布局的加工中心(通常具备X、Y、Z三个直线轴,部分配备W轴、A轴实现多轴联动,搭配大型工作台),按照客户设计图纸及技术要求,对大型、超大型原材料进行多工序精密加工,可实现大型板材、箱体、框架类零件的整体加工,兼具高刚性、大行程、重切削能力强、加工精度高、加工范围广的核心优势。主要用于加工常规设备无法承载的大型、超大型零件,如大型模具模架、重型机械底座、航空航天大型构件、轨道交通箱梁等,能有效减少大型零件的装夹次数、降低装夹误差,提升加工效率与零件整体精度,是大型精密零件加工的核心方式,适配各类重型、大型复杂零件的加工场景。
二、常用龙门加工中心加工材料
优先选用适配龙门加工中心重切削、大行程加工、性能稳定、符合重型零件工况要求的材料:碳钢、低合金钢(通用首选,强度高、加工性能优良,适用于重型机械底座、框架类零件);高强度铝合金、钛合金(适用于航空航天大型构件,兼顾轻量化与高强度,需搭配专用重切削参数);不锈钢(适用于有防腐要求的大型零件,如船舶制造、化工设备大型构件);特殊材料选用高温合金、耐磨钢、模具钢(如大型模具、重型机械核心部件),床身与龙门框架优先选用高强度铸铁或焊接结构件并经时效处理,所有加工材料均需经严格检测,确保材质均匀、无杂质、无裂纹,适配龙门加工中心重切削、大进给量的工艺要求。
三、核心工艺流程
关键流程:加工前准备(严格核对客户图纸与技术要求,筛选适配的大型原材料并进行预处理,调试龙门加工中心精度,检查横梁、工作台、主轴及导轨运行状态,编写精准的加工程序并模拟验证,规划加工工序与路径,安装大型专用夹具、重型刀具及工件,校准刀具偏置数据与工作台水平度)→ 毛坯处理(对大型原材料进行切割、打磨、校平,去除毛刺、氧化皮,校正毛坯精度,确保毛坯尺寸符合加工基准要求,便于大型工件的精准装夹与定位)→ 精密加工(启动设备,依托龙门框架与工作台联动,完成铣削、镗孔、钻孔、攻丝等多工序加工,根据零件尺寸调整切削参数,实时监控加工精度、设备运行状态及切削温度,避免重切削导致的零件变形)→ 加工后处理(对加工件进行打磨、抛光、去毛刺处理,必要时进行热处理、防锈防腐处理,对大型零件进行精度复核与校正,提升零件表面质量与力学性能)→ 质量检测(按照客户要求及精密加工标准,采用大型三坐标测量仪、激光测量仪等量具,进行尺寸精度、形位公差、表面粗糙度等检测,确保大型加工件完全符合客户图纸要求)。
四、常见加工缺陷与防治
主要缺陷有尺寸偏差、表面粗糙度不达标、大型零件变形、刀具磨损或断裂导致的加工缺陷、孔位偏移、工作台水平度偏差引发的加工误差等,因龙门加工中心多用于大型、重型零件加工,对精度和稳定性要求极高,需通过精准编写加工程序、优化加工路径与切削参数、定期校准设备主轴、导轨及工作台水平度、选用高强度适配刀具并及时更换磨损刀具、加强加工过程监控、规范大型工件装夹操作、合理使用冷却液控制加工温度等针对性措施,全面防控各类加工缺陷,确保加工件质量达标、尺寸精度稳定。
五、技术要求与发展趋势
需严格符合客户图纸要求及精密加工行业标准,确保大型加工件的尺寸精度、形位公差、表面粗糙度等核心指标达标,同时兼顾加工效率、重型零件加工稳定性与成本控制,满足客户多样化定制及大型零件批量生产需求;未来向超精密化、智能化、大型化、高效化发展,推广龙门加工中心智能化升级,集成自适应控制、在线检测、故障诊断功能,结合CAD/CAM技术优化加工程序,引入工业机器人实现大型工件自动化上下料与加工监控,提升重切削性能与精度稳定性,拓展多轴联动加工能力,研发更大行程、更高刚性的设备,满足高端大型精密零件的更高加工需求。
 扫二维码 访问手机站
扫二维码 访问手机站