

常用50种表面处理工艺
50种金属表面处理工艺

佛山汉智CNC整理了50种表面处理工艺,是机械、五金等领域的核心辅助工艺,通过物理、化学或电化学方法,对零件表面进行防护、装饰或改性,广泛应用于各行业。核心作用是提升零件耐腐、耐磨性能,优化外观,延长使用寿命,需规范操作、遵循行业标准。
表面处理工艺

加工现场


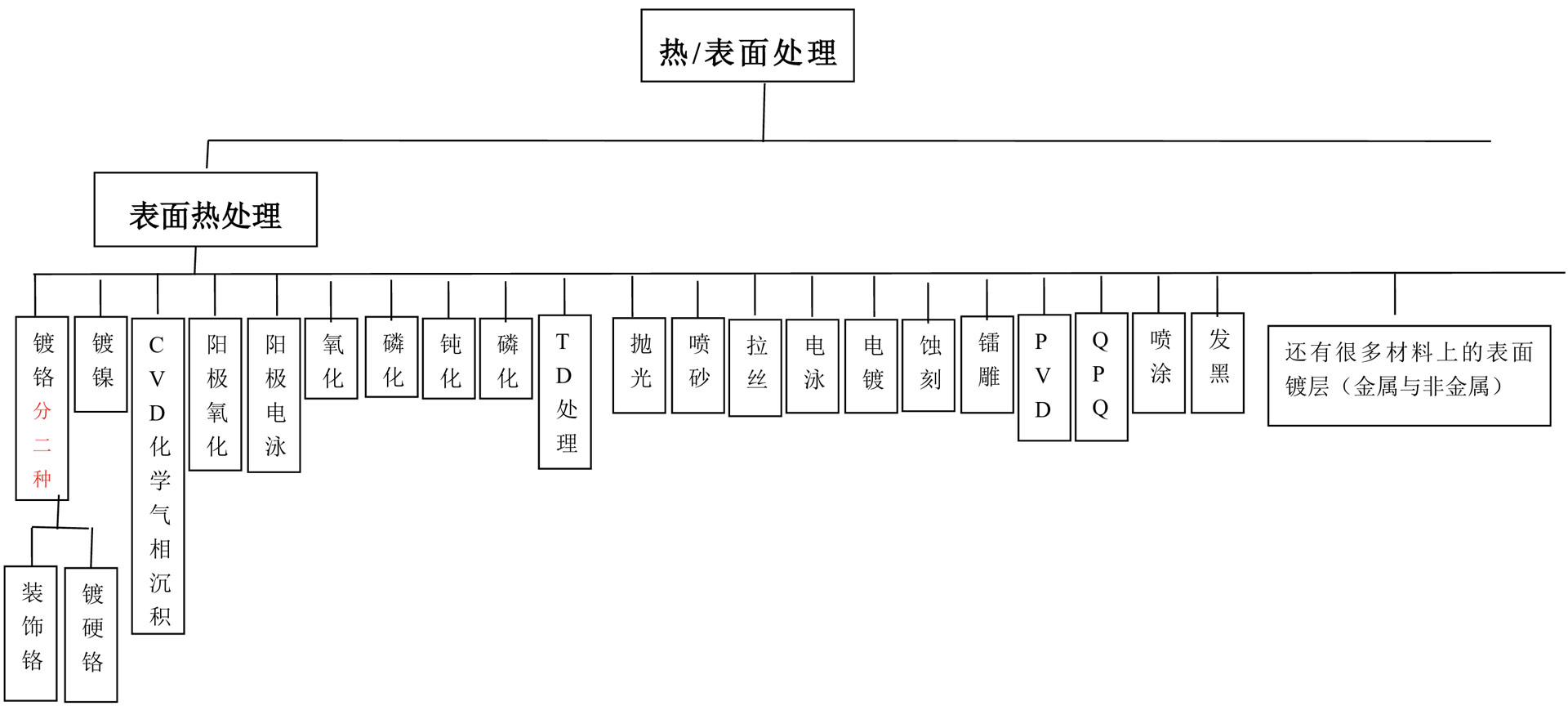
热表面处理
表面处理工艺概述
一、核心定义与作用
核心是按图纸要求,通过专用设备对零件表面优化,涵盖防护、装饰、改性三大功能,适配各类金属、非金属零件,可防生锈、修正缺陷、提升适配性,是零件加工的关键环节。
二、50种常用表面处理工艺及简易说明
佛山汉智CNC整理了50种表面处理工艺,简洁介绍50种工艺,明确适配场景,兼顾实用性与简洁性:
- 1. 电镀:适用于碳钢、不锈钢等,分镀锌(防锈)、镀铬(耐磨)、镀镍(装饰+耐腐);
- 2. 粉末喷涂:适用于金属、塑料,防护性强,外观多样,环保无异味;
- 3. 阳极氧化:主要用于铝合金,增强耐腐耐磨,可染色实现多样外观;
- 4. 磷化:适用于碳钢、低合金钢,涂装前预处理,提升涂层附着力;
- 5. 机械抛光:适用于各类金属,通过打磨提升表面光滑度与光泽;
- 6. 喷砂:适用于金属、玻璃,高速砂粒冲击,去氧化皮、增粗糙度;
- 7. 钝化:适用于不锈钢、铝制品,形成钝化膜,强化耐腐,设备简单;
- 8. 电泳:适用于金属零件,涂层均匀、附着力强,多用于汽车零部件;
- 9. 发黑:适用于碳钢、低合金钢,形成黑色氧化膜,成本低,简易防护;
- 10. 化学抛光:适用于金属,通过化学药剂,提升表面光滑度,无需复杂设备;
- 11. 氟碳喷涂:适用于金属外墙、高端五金,耐候、耐腐性极强;
- 12. 静电喷涂:适用于金属件,涂层均匀,减少浪费,效率高;
- 13. 镀铜:适用于金属基材,打底或装饰,提升后续镀层附着力;
- 14. 镀铬钝化:适用于镀铬零件,进一步强化耐腐性,防止镀层氧化;
- 15. 抛丸:适用于金属构件,高速弹丸冲击,去毛刺、强化表面硬度;
- 16. 化学镀:适用于金属、塑料,无需通电,镀层均匀,适配复杂异形件;
- 17. 热浸锌:适用于钢结构、碳钢件,镀层厚,耐腐性强,多用于户外;
- 18. 真空镀膜:适用于金属、塑料,膜层薄、光泽好,用于高端装饰;
- 19. 涂蜡:适用于各类金属,临时防护,防止运输、存储过程中锈蚀;
- 20. 浸塑:适用于金属件,涂层厚,防腐蚀、防磕碰,多用于五金工具;
- 21. 喷涂烤漆:适用于金属、塑料,外观细腻,附着力强,装饰性佳;
- 22. 电解抛光:适用于不锈钢,镜面效果,提升耐腐性与美观度;
- 23. 磷化发黑:适用于碳钢,兼具磷化与发黑功能,防护性更强;
- 24. 真空溅射镀膜:适用于高端零件,膜层均匀,耐磨性强;
- 25. 达克罗:适用于金属件,无氢脆,耐腐性强,多用于高强度零件;
- 26. 阳极着色:适用于铝合金,在氧化基础上着色,色彩持久;
- 27. 机械拉丝:适用于金属,形成均匀纹路,提升质感,遮蔽轻微瑕疵;
- 28. 化学氧化:适用于铝、铜等金属,形成薄氧化膜,简易防护;
- 29. 电镀锡:适用于金属,防腐蚀、易焊接,多用于电子零件;
- 30. 喷涂电泳:结合喷涂与电泳优势,防护性与装饰性兼具;
- 31. 抛亮:适用于金属,通过抛光提升光泽度,无需复杂工艺;
- 32. 喷砂钝化:先喷砂再钝化,兼顾粗糙度与耐腐性;
- 33. 热喷涂:适用于金属构件,涂层厚,耐磨、耐高温,多用于重型机械;
- 34. 电镀银:适用于金属、塑料,导电性好,装饰性强,多用于电子件;
- 35. 化学镀镍:适用于各类基材,耐腐、耐磨,适配复杂零件;
- 36. 涂塑粉:适用于金属,环保无毒,防护性强,可定制颜色;
- 37. 电解着色:适用于铝合金,颜色均匀,耐候性强;
- 38. 滚抛:适用于小型金属件,去毛刺、提亮,效率高;
- 39. 钝化封闭:适用于钝化后零件,强化耐腐性,延长防护寿命;
- 40. 真空蒸镀:适用于塑料、金属,膜层薄,光泽柔和,用于装饰;
- 41. 电镀金:适用于高端零件,装饰性强、导电性好,多用于电子、首饰;
- 42. 磷化钝化:适用于碳钢,预处理效果好,提升后续涂层附着力;
- 43. 机械研磨:适用于金属,去除表面瑕疵,提升尺寸精度与光滑度;
- 44. 浸锌:适用于小型金属件,操作简便,成本低,简易防锈;
- 45. 喷涂氟漆:适用于特殊场景,耐高低温、耐腐蚀性极强;
- 46. 化学抛光钝化:结合抛光与钝化,提升外观与耐腐性;
- 47. 电镀镉:适用于金属,耐腐性强,多用于航空、航海零件;
- 48. 砂光:适用于金属、木材,去除表面毛刺,形成均匀砂面质感;
- 49. 阳极封闭:适用于阳极氧化零件,密封氧化膜,强化耐腐性;
- 50. 涂防锈油:适用于各类金属,临时防锈,操作简便,成本极低;
三、核心工艺流程
统一流程:处理前准备(清理零件、调试设备)→ 预处理(除油、除锈、活化)→ 核心处理(按对应工艺精准操作)→ 后处理(清洗、烘干、修磨)→ 质量检测(查附着力、耐腐性、外观)。
四、常见缺陷与防治
主要缺陷:表面脱落、色差、气泡、锈蚀、附着力差;防治:规范预处理、精准控参数、选用适配材料、加强过程监控。
五、技术要求
符合图纸及行业标准,兼顾效率与成本。
 扫二维码 访问手机站
扫二维码 访问手机站